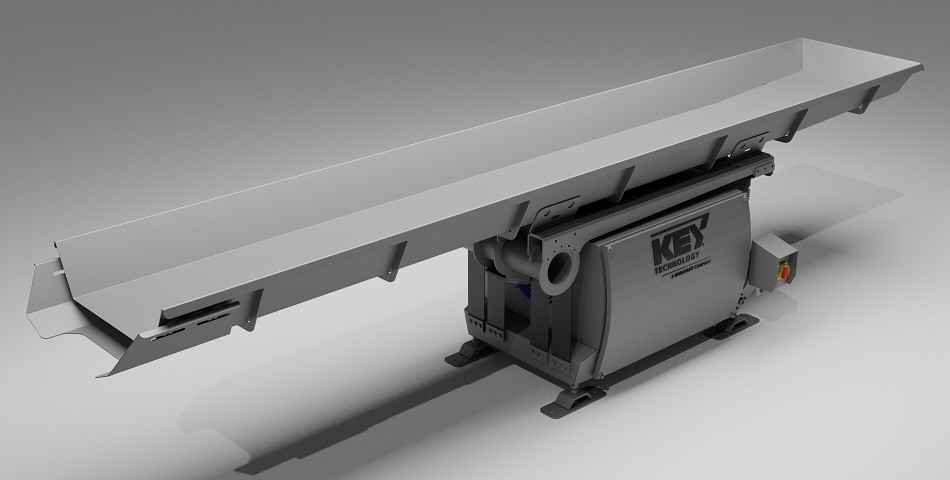

Key Technology, a member of the Duravant family of operating companies, introduces Zephyr™, the next-generation horizontal-motion conveyor. Featuring a patented direct drive with a counterbalance system, Zephyr’s unique motion profile gently moves product with no segregation or stratification and at higher capacities than can be achieved with other horizontal motion conveyors. Zephyr minimizes bounce, which reduces product damage, noise and loss of seasoning and other coatings to maintain product quality.
“Designed for food processors who want gentle handling, our field-proven Zephyr conveyor offers higher throughput, reduced maintenance and a modular design that’s more readily customized than other horizontal-motion shakers on the market,” said Jim Ruff, Vice President of Process Systems and Integrated Solutions at Key Technology. “We are excited to add this product to Key’s portfolio – it enables us to provide the widest range of conveyor types and available options on the market. We’re able to supply each customer with the best system for their application and integrate multiple systems into seamless solutions.”
Zephyr is ideal for frozen bulk foods like potato products, fruits, vegetables, meat and poultry as well as dry products like nuts and cereals. Powered by a unique counterbalanced direct drive, this high-capacity conveyor utilizes horizontal movement to gently slide and convey product without bouncing. With virtually no vertical loft, Zephyr reduces product breakage and the loss of coatings such as seasoning, batter and certain types of oil while limiting system noise to 75 decibels or less. Its self-cleaning horizontal motion reduces the chance of product build-up and the counterweight drive minimizes floor vibration.
Offering up to twice the throughput of other horizontal motion conveyors, Zephyr moves product at rates of up to 12.2 meters (40 feet) per minute. Zephyr features robust construction with a stainless steel conveying bed and drive housing, sanitary grounding arms, long-life bearings and scalloped flat bars, which together maximize sanitation, ease cleaning and reduce maintenance.
Every aspect of the system utilizes sanitary design and manufacturing principles. Carbon fiber springs with food-safe coating further improve lifespan and sanitation. Zephyr’s simple drive system is powered by an electric motor with few parts to ease maintenance – no timing set up is required.
This horizontal-motion conveyor is available in four finishing standards, offering rotary polished beds, ground and polished welds and more to meet a variety of different sanitation requirements. Tailored for each customer application, Zephyr’s bed can be up to 1 meter (3.3 feet) wide and, depending on width, up to 7 meters (23 feet) long with a product depth of up to 254 mm (10 inches). The drive can be located in any position below the bed to support seamless integration with other equipment in the line.
Key can equip Zephyr with a variety of bed options including slide gates for scale feed distribution, a discharge to enhance multi-head weighing or a bias to spread the product when feeding a downstream system. It can also be configured with a stop-start mode for scale feeding or product distribution.
Zephyr can accommodate varying product flow rates with ease, maximizing the flexibility of the system to meet a broad array of customer requirements.