What is a Smart Conveyor System?
Smart conveyor systems can track individual material with an accurate location during material movement and transportation. Smart conveyor systems also allow for transporting materials with different parameters, such as speed and direction. They can also synchronize with external machines, such as sorting and forwarding a particular sized material in a particular packaging line.
This is in contrast to the conventional conveyor systems, where engineers cannot track materials until they have reached a specific station or intermediate points where the material details are registered. However, in the conventional system, the material’s details cannot be updated in between stations or points. Therefore, the system relies on the data collected at previous stations.
Components of Smart Conveyor Systems
Smart conveyors use the latest automation components to achieve their uniqueness over conventional conveyor systems. Some components include Motion Control, artificial intelligence (AI), and smart sensors.
Motion Control
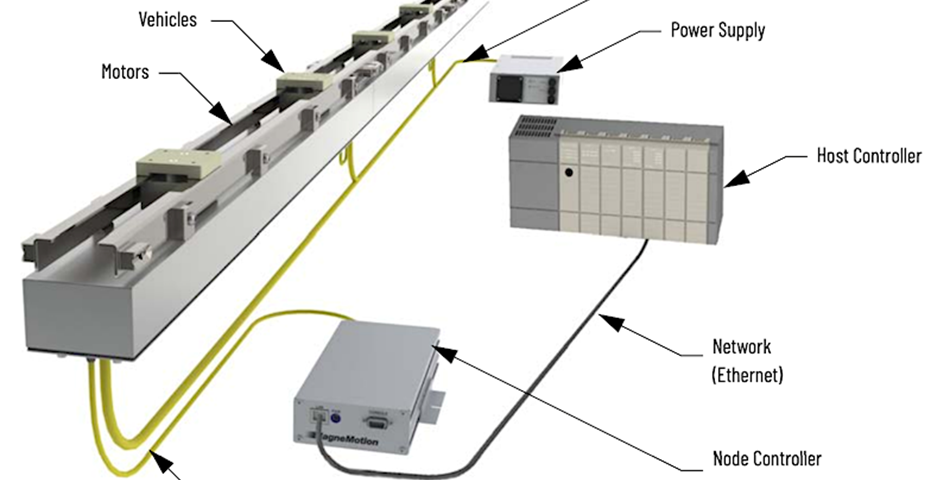
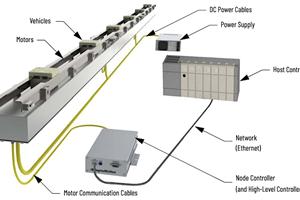
Motion control components, such as servo motors and encoders, monitor and track the location of each section, the speed of the moving material, and the direction of the material movement.
Motion control tools also enable the conveyors to move the material in either a continuous or intermittent pattern. The tools allow smart conveyors to synchronize the material movement with other machines, such as packaging machines.
Artificial Intelligence
Artificial Intelligence AI is a major contributor in developing smart conveyors. It enables the smart conveyors to make decisions independently, such as when to move materials using a fast or slow speed. Another example would be detecting the external status of external packing machines to hold the material until the external packing machine is ready to accept new material from the smart conveyor. AI can also track down and control individual materials rather than focusing on the conveyor belt as a whole.
The main characteristic of AI enables smart conveyors to execute these operations without human involvement. The humans develop the algorithms; the rest is handled by AI.
Smart Sensors
Smart sensors detect the position of individual materials on the conveyor. Compared to conventional proximity sensors that cannot detect or track individual materials, smart systems monitor individual materials and can align the material with each other. They can also align the material cart with the incoming material.
Smart Conveyor Features
Some features of smart conveyor systems that make them more beneficial than conventional conveyors include product tracking, collision avoidance, energy efficiency, predictive maintenance, and reduced downtime.
Product Tracking
Smart conveyor systems allow individual products to be tracked in real-time, including individual materials’ speed, direction, and position. Additionally, they can also be used for advanced functions, such as recording arrival time at the discharge station.
This is in contrast with the conventional conveyor systems, which detect the presence of material on the conveyor as a whole. Conventional conveyors do not track the individual product, nor can they detect individual material speeds. For example, using only belt speed assumes that any material will also be moving with this speed, regardless if the material is present on the belt or not.
Collision Avoidance
AI also supports collision-free movement within smart conveyor systems. In addition, product tracking parameters, such as position and speed, can be used to align similar materials with respect to each other.
This becomes critical in case of sensitive or fragile material being transported through the conveyors.
Energy Efficiency
Smart conveyor systems provide an excellent opportunity to have energy-efficient systems because the AI can automatically track the individual material and adapt the conveyor speed output concerning the conveyor load. The AI can also shut down conveyor operations to conserve energy during off-peak periods.
Predictive Maintenance and Reduced Downtime
Smart sensors and motion control enable smart conveyors to monitor individual device and component health for condition monitoring and predictive maintenance. For example, a change in cart speed, under normal operating parameters, could signify something is wrong. The technical personnel can identify and resolve this problem or plan the conveyor maintenance during shut-down or after conveyor operation completion.
This is in contrast to preventive maintenance, which follows a fixed schedule. Maintenance on a fixed schedule is result-oriented but can lead to unnecessary downtime. Secondly, if a small-scale issue is detected during normal operation, waiting for the scheduled maintenance can result in an unexpected breakdown.
Smart Conveyor Belt System Manufacturers
Some prominent industrial players that have successfully developed smart conveyor products include the following.
Rockwell Automation
Rockwell Automation is an American company dealing in automation solutions, including smart conveyor system technology. Their brand for smart conveyor systems is MagneMover® LITE, which synchronizes with different external machines, provides a fit solution when a strict motion control system is required, and produces high throughput.
One of the important properties of MagneMover® LITE is its IP65 rating. This feature allows the conveyor to be used in humid environments such as cleanrooms. It helps operate the conveyors without affecting internal components and external material surfaces. Also, the conveyor is CE Mark and UL recognized.
Siemens
Siemens is an industrial components manufacturing company based in Germany. It provides electrical, electronics, and instrumentation systems. Although Siemens does not explicitly manufacture smart conveyors systems, it develops components and software solutions for manufacturing the systems.
Siemens portfolio includes SIMATIC automation technology products, including HMIs and controllers, motor, and motor drivers. It also includes sensors for positioning, radio-frequency identification (RFID) systems, and SIMATIC RTLS (real-time locating system).
Recent development and implementation of digital technologies such as industry 4.0 have allowed manufacturing and production industries to sufficiently increase production capacities with less time, thus reducing resource expenditure.
Smart conveyor systems effectively provide Industry 4.0 users with a conveying solution to effectively manage material transfer between various departments and locations in a production facility. They also provide conveying solutions for multiple products using a single system. Additional advantages, such as product tracking, are one of many factors for its integration with digital technologies.
Muhammad Asim Niazi